Plan de mantenimiento preventivo industrial: Guía y ejemplos

Cómo crear un plan de mantenimiento preventivo industrial ejecutable: plantilla, cronograma, criticidad, OT, repuestos y automatización con CMMS.
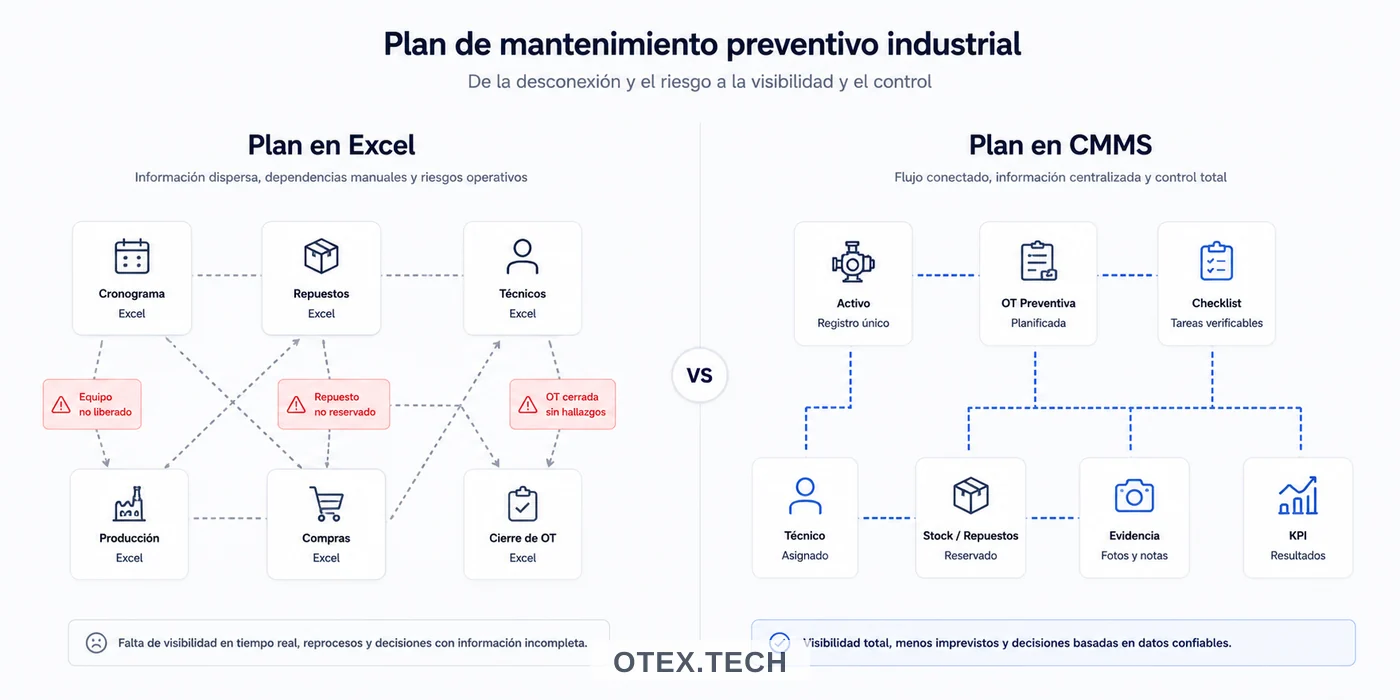
Un plan preventivo puede estar completo en Excel y romperse al programarlo: producción no libera el equipo, el repuesto no está reservado y la OT vuelve sin hallazgos útiles.
En mantenimiento industrial, listar tareas es la parte menor. La dificultad aparece al conectar criticidad, capacidad técnica, repuestos, ventanas de intervención y evidencia de cierre. Sin esa conexión, el plan de mantenimiento preventivo industrial se convierte en un calendario que nadie gobierna.
Esta guía explica cómo llevar el plan a planta con criterios de decisión y puntos de control: activos, criticidad, órdenes de trabajo, stock, responsables, indicadores y CMMS/GMAO.
Plan de mantenimiento preventivo industrial en 7 pasos
Un plan preventivo se arma con una secuencia operativa clara. La tarea no se define sola: necesita ubicación, criticidad, frecuencia, responsable, materiales y evidencia. Por eso, el proceso debe ordenar primero la base técnica y recién después convertir rutinas en trabajo programable.
Definir ubicación, familia y jerarquía para evitar historial técnico disperso.
Priorizar por impacto operativo para que el preventivo no trate todos los equipos igual.
Indicar qué se controla, qué condición se acepta, qué medición se registra y qué acción deriva ante una anomalía.
Usar calendario, horas, ciclos, condición o eventos operativos según uso, ambiente, historial y consecuencia de falla.
Pasar el plan a ejecución trazable, con responsable, ventana, checklist, evidencia y criterio de cierre.
Preparar materiales, herramientas, contratistas y permisos antes de programar.
Cruzar cumplimiento, backlog, reincidencias, MTBF, MTTR, repuestos, horas reales y calidad de cierre.
Qué exige un plan preventivo ejecutable
Un plan preventivo no debería funcionar como calendario aislado. Tiene que convertir decisiones técnicas en trabajo programable, auditable y medible.
Una planta puede cargar miles de rutinas y seguir con fallas repetidas si no diferencia criticidad, no revisa frecuencias y no captura datos útiles. El mantenimiento preventivo mal diseñado también consume capacidad: compite con correctivos relevantes, satura al supervisor, aumenta tareas vencidas y deja al planner sin visibilidad real del backlog.
La pregunta útil no es cuántas tareas preventivas tiene la operación. La pregunta es cuántas se ejecutan con criterio, evidencia y capacidad de ajuste.
Una situación habitual lo muestra con claridad: una línea de envasado tiene inspecciones semanales, lubricación mensual, revisión de sensores y chequeos eléctricos. Todo figura en el cronograma. Pero producción no libera el equipo, el técnico cierra con “realizado”, el repuesto detectado no está codificado, compras pide una especificación que nadie adjuntó y dos semanas después el equipo vuelve a detener la línea.
La rutina existía, pero no tenía vínculo operativo con repuestos, responsables, ventanas ni seguimiento técnico.
Diagnóstico inicial antes del cronograma preventivo
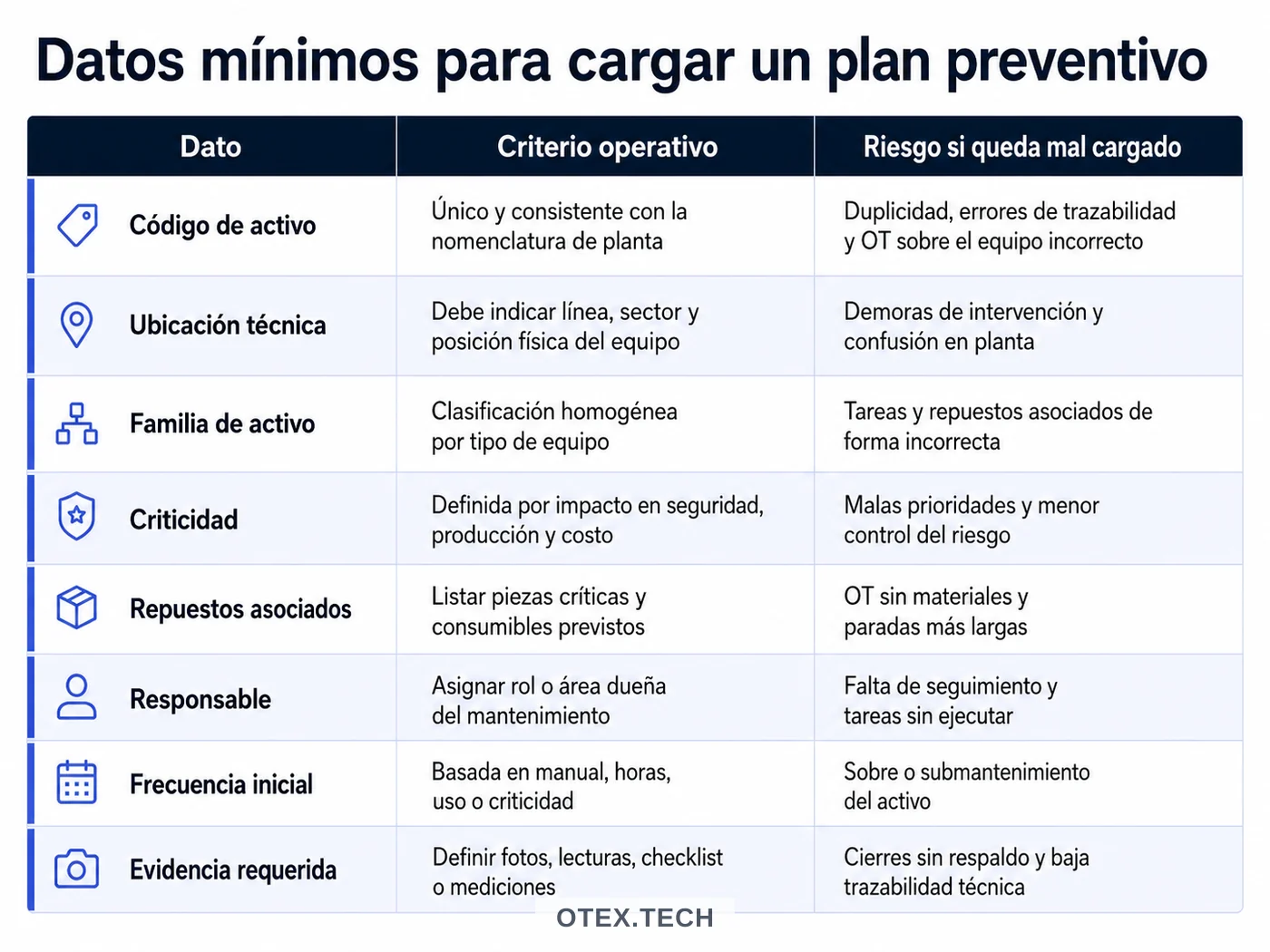
Antes de discutir frecuencias, conviene revisar la base operativa. Muchos planes fallan porque parten de activos mal codificados, repuestos sin vínculo técnico o historiales que no permiten entender reincidencias.
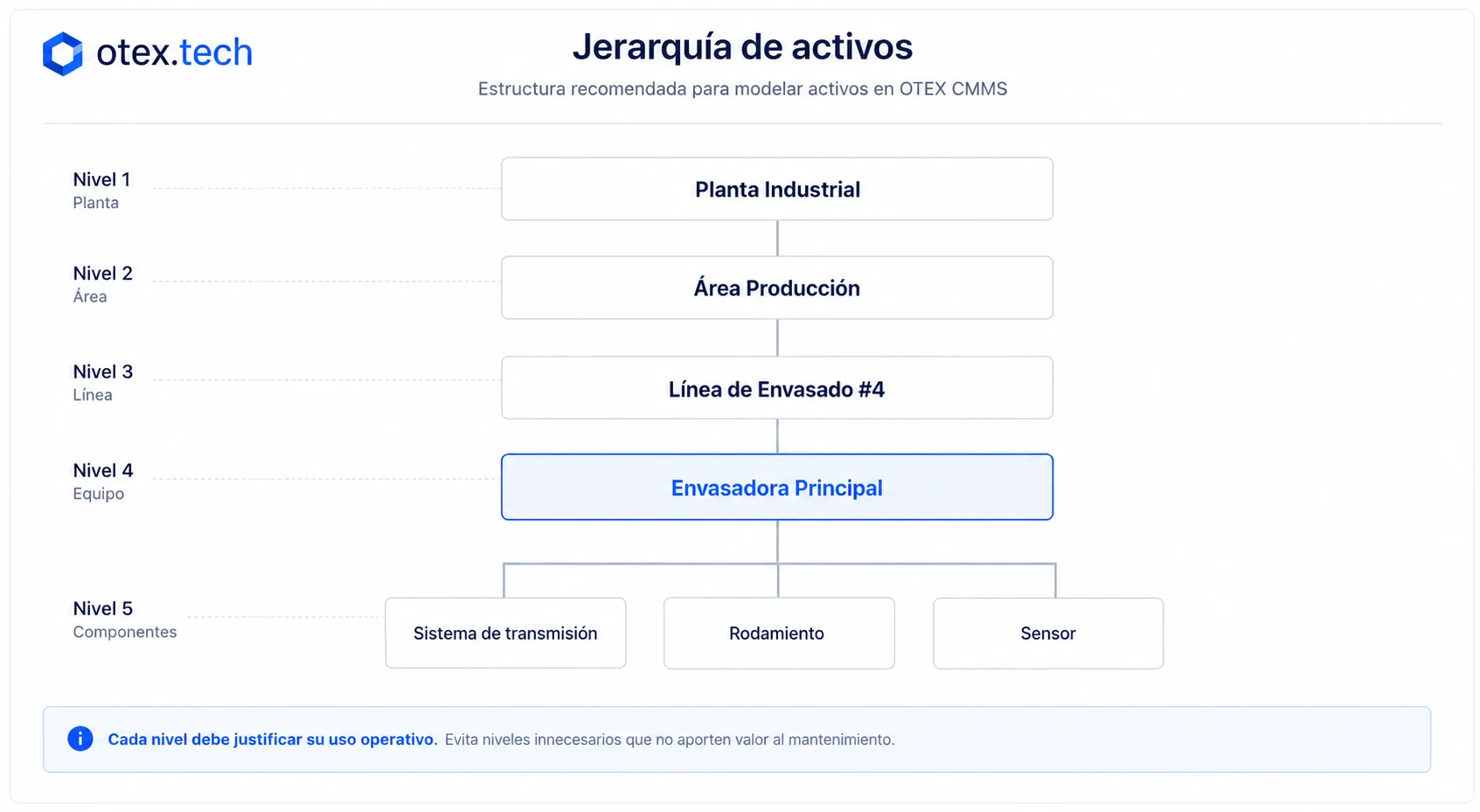
Jerarquía de activos. La estructura debería ubicar el activo sin ambigüedad: Planta → Área → Línea o sistema → Equipo → Componente crítico. En alimentos y bebidas: Planta Córdoba → Envasado → Línea 2 → Transportador de entrada → Motorreductor principal. En utilities: Central → Sistema auxiliar → Bombas de agua de enfriamiento → Bomba B → Sello mecánico. Una falla cargada sobre “bomba” o “línea 2” no sirve para ajustar frecuencias ni revisar repuestos.
Historial técnico. No necesita ser perfecto para empezar, pero sí permitir identificar fallas repetidas, correctivos recurrentes, componentes con consumo de repuestos, tareas nunca ejecutadas y activos con impacto en producción, seguridad, calidad o ambiente. Si el historial está disperso entre Excel, papel, WhatsApp y ERP, conviene priorizar activos críticos y reconstruir datos mínimos.
Backlog y capacidad real. Si el equipo ya opera con correctivos, inspecciones atrasadas y solicitudes de planta, sumar rutinas sin capacidad asignada aumenta el vencimiento. El diagnóstico debe comparar horas preventivas planificadas, correctivos promedio, capacidad técnica, ventanas reales, contratistas y backlog vencido por criticidad.
Concepto clave: backlog preventivo. El backlog muestra presión sobre la capacidad. Si crece en activos críticos, el problema no es solo cumplimiento: puede indicar que el plan está mal dimensionado, que producción no libera equipos o que faltan recursos.
Stock y repuestos críticos. Antes de activar una rutina, revisar repuestos asociados al equipo, códigos internos, equivalencias, lead time, mínimos y máximos, proveedor habitual, reparables y kits por tarea. En minería, Oil & Gas o energía, un repuesto crítico sin lead time puede convertir una intervención planificada en una parada extendida. En facility management, puede generar incumplimientos contractuales o reclamos internos.
Adopción del equipo. Si cerrar una OT preventiva toma más tiempo que ejecutar la tarea, el sistema pierde uso. La carga debe pedir condición encontrada, medición relevante, repuesto usado, anomalía detectada, foto o evidencia, tiempo real, recomendación técnica y necesidad de OT correctiva derivada. Pedir demasiado produce rechazo; pedir solo “realizado/no realizado” deja al plan sin aprendizaje.
Criticidad y tareas preventivas verificables
No todos los activos justifican la misma profundidad de mantenimiento preventivo. Una matriz simple puede evaluar impacto en seguridad, ambiente, producción, calidad, costo de falla, disponibilidad de repuestos, redundancia, dificultad de intervención e historial de fallas.
El resultado no debe quedar como etiqueta decorativa. Debe modificar frecuencia, nivel de detalle, repuestos críticos, permisos, responsable asignado y prioridad de programación. Un motor auxiliar puede tener baja criticidad si existe redundancia y el repuesto está disponible. Un motorreductor de transportador principal puede ser crítico si detiene toda la línea y el reemplazo demanda horas.
Concepto clave: criticidad operativa. La criticidad no mide solo qué tan importante parece un equipo. Ordena decisiones: qué se inspecciona, con qué frecuencia, qué repuesto se reserva y qué evidencia exige el cierre.
| Criterio | Bajo | Medio | Alto |
|---|---|---|---|
| Producción | No detiene proceso | Reduce capacidad o genera reproceso | Detiene línea, sistema o servicio crítico |
| Seguridad | Sin exposición relevante | Requiere control operativo | Riesgo para personas o permisos especiales |
| Calidad | Sin impacto directo | Desvíos detectables | Puede comprometer lote, servicio o cumplimiento |
| Repuesto | Disponible localmente | Lead time medio | Importado, reparable o sin sustituto |
| Redundancia | Equipo redundante | Redundancia parcial | Sin respaldo operativo |
| Historial | Fallas aisladas | Recurrentes moderadas | Fallas repetidas con alto impacto |
Cada tarea preventiva debe dejar claro qué se controla, qué condición se acepta y qué dato queda registrado. También debe indicar herramienta, repuesto posible, evidencia y acción derivada si aparece anomalía. El nivel de detalle depende de criticidad: un activo crítico requiere tareas más específicas, evidencia más estricta y revisión periódica de resultados; uno de bajo impacto puede trabajar con rutas agrupadas.
| Activo | Tareas preventivas posibles | Evidencia útil |
|---|---|---|
| Motor eléctrico | Temperatura, vibración, limpieza, conexiones, consumo | Medición, foto, comentario técnico |
| Bomba centrífuga | Fugas, sello, vibración, alineación, presión, caudal | Valores medidos, condición encontrada |
| Compresor | Filtros, aceite, temperatura, presión, purga, correas | Checklist y lecturas |
| Transportador | Tensión, alineación, rodamientos, motorreductor, sensores | Foto, medición, hallazgos |
| Tablero eléctrico | Termografía, ajuste, limpieza, señalización, ventilación | Imagen, registro de punto caliente |
| HVAC | Filtros, correas, serpentinas, presión, drenajes, consumo | Checklist por equipo |
Frecuencias preventivas: calendario, uso, ciclos o condición
Copiar el manual del fabricante rara vez alcanza. La frecuencia depende de criticidad, horas de uso, ciclos, carga de trabajo, ambiente, historial de fallas, disponibilidad de repuestos, ventanas de parada, exigencias regulatorias o contractuales y condición observada.
Una frecuencia demasiado alta consume horas y puede generar intervenciones innecesarias. Una frecuencia demasiado baja deja pasar señales tempranas de degradación. El punto de equilibrio se revisa con datos, no con intuición aislada.
| Tipo de frecuencia | Cuándo conviene | Riesgo principal |
|---|---|---|
| Calendario | Regulatorias, seguridad o rutinas simples | Ejecutar aunque el uso haya sido bajo |
| Horas de uso | Equipos con contador confiable | Depender de datos mal capturados |
| Ciclos | Arranque/parada o movimientos repetitivos | No registrar ciclos consistentemente |
| Condición | Equipos críticos con mediciones disponibles | Requiere disciplina de medición y análisis |
| Evento operativo | Paradas programadas, campañas, zafras, cambios de lote | Depende de coordinación con producción |
En agroindustria, durante campaña, ciertos equipos trabajan con carga alta y ventanas limitadas. La frecuencia por calendario puede quedar corta si no considera horas reales, polvo, humedad y repuestos. En alimentos y bebidas, una línea con lavados frecuentes, humedad y productos corrosivos puede requerir inspecciones distintas a una línea seca, aunque el equipo sea similar.
| Decisión | Riesgo por exceso | Riesgo por defecto |
|---|---|---|
| Frecuencia semanal en activo crítico | Sobrecarga si no hay hallazgos | Detección tardía |
| Checklist muy extenso | Cierres apurados o rechazo | Falta de evidencia |
| Stock mínimo alto | Capital inmovilizado | Parada por falta de material |
| Preventivo por condición | Requiere análisis disciplinado | Si no se aplica, el activo queda sin control real |
| Migrar todo al CMMS | Carga lenta y datos contaminados | Baja visibilidad si se migra demasiado poco |
Órdenes de trabajo preventivas y cierre técnico
El plan preventivo se ejecuta a través de órdenes de trabajo. Una OT bien armada permite que el técnico entienda la tarea sin depender de memoria, mensajes informales o instrucciones verbales. Debe incluir activo, ubicación, tarea específica, checklist, frecuencia o disparador, responsable, ventana, repuestos, herramientas o permisos, tiempo estimado, evidencia, criterio de cierre y acción ante anomalía.
Cuando la OT nace incompleta, el técnico completa el vacío como puede. Eso produce variabilidad en ejecución y datos poco comparables. En operaciones con contratistas, la OT también debe registrar empresa, técnico asignado, evidencia de intervención y conformidad del responsable interno.
| Campo | Uso operativo |
|---|---|
| Activo, ubicación y criticidad | Evita confusión y ayuda a priorizar |
| Tarea y checklist | Define acción concreta y estandariza ejecución |
| Repuestos y herramientas | Reduce viajes, demoras y trabajos incompletos |
| Responsable y tiempo estimado | Permite asignar dueño y programar capacidad |
| Evidencia y observaciones | Soporta auditoría y captura condición encontrada |
| Derivación y cierre supervisor | Genera correctivo si hay anomalía y controla calidad del dato |
El cierre técnico no debería limitarse a “realizado”. Debe registrar condición encontrada, medición tomada, desviación, repuesto usado, tiempo real, causa probable, foto, recomendación, OT correctiva derivada y decisión de revisar frecuencia. Ese cierre alimenta el historial y permite distinguir entre una tarea que evita fallas y una tarea que se ejecuta por costumbre.
Stock, responsables, ventanas y contratistas
Un preventivo programado sin materiales disponibles se convierte en reprogramación. El plan debe vincular cada tarea crítica con repuestos y consumibles probables: stock mínimo, consumible asociado, kit preventivo, lead time, proveedor, sustituto técnico, reparable y reserva por OT. Cuando la orden exige un sello, filtro o rodamiento no reservado, el planner pierde la ventana y el supervisor reprograma una intervención que ya consumió coordinación con producción.
| Equipo | Tarea | Materiales previstos | Control previo |
|---|---|---|---|
| Compresor | Servicio periódico | Filtro de aire, aceite, juntas | Stock disponible antes de emitir OT |
| Transportador | Revisión mecánica | Rodamientos, grasa, correas, bulonería | Verificación de equivalencias |
| HVAC | Mantenimiento mensual | Filtros, correas, limpiador técnico | Reserva por ubicación |
| Bomba | Inspección y ajuste | Sello, empaquetadura, lubricante | Lead time y repuesto alternativo |
| Grupo electrógeno | Prueba y servicio | Filtros, aceite, refrigerante, batería | Estado de consumibles críticos |
Un plan preventivo industrial involucra más roles que el técnico ejecutor. El jefe de mantenimiento define criterios y prioridades; el planner estructura tareas, recursos, materiales y tiempos; el supervisor ajusta agenda; el técnico ejecuta y registra; compras asegura repuestos; operaciones libera equipos; contratistas ejecutan especialidades con evidencia; confiabilidad analiza fallas, frecuencias e indicadores.

También conviene separar planificación y programación. La planificación define qué tarea se hará, por qué, con qué recursos y bajo qué estándar. La programación decide cuándo se ejecuta, quién la realiza y en qué ventana. Confundir ambos planos genera preventivos emitidos sin materiales, técnicos asignados a tareas imposibles y OT vencidas que contaminan indicadores.
Indicadores para medir cumplimiento y aprendizaje
Una operación puede cerrar gran parte de sus preventivos y seguir con fallas repetidas si las tareas son pobres o el cierre técnico no captura condición. Conviene mirar indicadores combinados para entender disciplina de ejecución, presión de capacidad y efectividad real.
| Indicador | Qué muestra | Lectura técnica |
|---|---|---|
| Cumplimiento preventivo | Tareas ejecutadas contra programadas | Mide disciplina, no efectividad por sí solo |
| Backlog preventivo | Tareas pendientes o vencidas | Muestra presión sobre capacidad |
| Correctivos posteriores | Fallas luego de preventivos | Señala tareas incompletas o frecuencias mal definidas |
| MTBF | Tiempo medio entre fallas | Ayuda a revisar activos críticos |
| MTTR | Tiempo medio de reparación | Muestra mantenibilidad, repuestos y respuesta |
| Repuestos por activo | Consumo técnico | Detecta patrones |
| Horas planificadas vs reales | Desvío de carga | Ajusta tiempos estándar |
| Calidad de cierre | Información útil en OT | Afecta todo análisis posterior |
Ejemplos de plan preventivo industrial
Una estructura base puede incluir activos, criticidad, tarea, frecuencia, responsable, repuestos o materiales y evidencia. La versión final debería validarse con ingeniería, operaciones, seguridad, calidad y compras técnicas.
| Activo | Criticidad | Tarea preventiva | Frecuencia | Responsable | Evidencia |
|---|---|---|---|---|---|
| Motorreductor de transportador principal | Alta | Temperatura, ruido, fugas y fijaciones | Semanal | Técnico mecánico | Checklist + lectura |
| Tablero de línea | Alta | Inspección, ventilación, limpieza y puntos calientes | Mensual | Técnico eléctrico | Foto o termografía |
| Bomba de proceso | Alta | Fugas, vibración, presión y sello | Quincenal | Mecánico | Valores medidos |
| Sensor de presencia | Media | Limpieza técnica y prueba funcional | Quincenal | Técnico de línea | Resultado de prueba |
| HVAC sala técnica | Media | Filtros, correas, drenajes y consumo | Mensual | Facility / contratista | Registro y foto |
| Grupo electrógeno | Alta | Prueba funcional, batería, combustible, alarmas | Mensual | Facility / eléctrico | Registro de prueba |
En alimentos y bebidas, el plan debe considerar continuidad, limpieza técnica, calidad y ventanas sanitarias: inspección semanal de transportadores críticos, limpieza de sensores expuestos a humedad, revisión mensual de tableros, control neumático, verificación de motorreductores sin redundancia y coordinación con limpieza o cambio de formato. El punto fino está en no mezclar tareas sanitarias con tareas técnicas sin definir responsables.
En Oil & Gas, energía y utilities, la criticidad suele depender de continuidad, seguridad, ambiente y repuestos. El plan puede incluir bombas críticas por condición, válvulas con pruebas funcionales, tableros con evidencia eléctrica, grupos electrógenos, instrumentos con calibraciones, repuestos con lead time, permisos vinculados a OT y contratistas con evidencia obligatoria.
Errores frecuentes y migración a CMMS/GMAO
Los errores más frecuentes son copiar frecuencias del manual, cargar demasiadas tareas desde el inicio, no vincular repuestos, usar cierres genéricos, no generar correctivos derivados, ignorar backlog, tratar todos los activos igual, separar mantenimiento de operaciones y no diseñar para campo.
| Error | Consecuencia en planta | Corrección |
|---|---|---|
| Copiar frecuencias del manual | Sobrecarga o detección tardía | Ajustar por criticidad, uso, ambiente e historial |
| Cargar demasiado desde el inicio | OT vencidas y rechazo operativo | Empezar por activos críticos y rutinas repetibles |
| No vincular repuestos | Reprogramaciones y compras urgentes | Asociar materiales antes de emitir la OT |
| Cierres genéricos | Historial sin valor | Exigir condición, medición y hallazgo |
| Ignorar backlog | Programación poco realista | Priorizar según capacidad y criticidad |
| No diseñar para campo | Baja adopción de técnicos | Usar carga móvil, formularios breves y operación offline si aplica |
La migración a CMMS/GMAO debería avanzar por etapas: priorizar activos críticos, estandarizar nombres y jerarquía, crear rutinas con checklist, asociar repuestos críticos, capacitar por rol, medir adopción y revisar el plan con datos después de los primeros ciclos. Para profundizar en el rollout, ver la guía sobre implementar un CMMS sin frenar la operación.
| Prioridad | Qué migrar | Motivo |
|---|---|---|
| Alta | Activos críticos, rutinas repetitivas y repuestos críticos | Generan impacto, automatizan OT y reducen bloqueos |
| Media | Historial reciente, técnicos, responsables y checklists | Ayudan a revisar fallas, asignar trabajo y estandarizar ejecución |
| Baja inicial | Activos de bajo impacto, rutinas sin evidencia y registros duplicados | Conviene cargarlos después o limpiarlos para no contaminar reportes |
Otex.tech puede acompañar este proceso con gestión de órdenes de trabajo, activos, preventivo, correctivo, stock, compras, técnicos, contratistas, app móvil, operación offline, reportes, KPI e integraciones con ERP o Power BI cuando la operación lo requiere.
La adopción mejora cuando el técnico registra en campo con pocos pasos, el supervisor revisa excepciones y el planner recibe datos comparables. Para eso conviene usar formularios breves, campos obligatorios solo cuando aportan análisis, checklists por tipo de activo, carga móvil, operación offline, fotos solo donde agregan evidencia, capacitación por rol y soporte durante las primeras semanas.
Checklist técnico de diagnóstico recomendado por Otex
Antes de pasar un plan preventivo a CMMS/GMAO, Otex.tech puede proponer una revisión de campo con criterios verificables. No reemplaza el diagnóstico técnico de cada operación, pero ayuda a detectar si el plan está listo para migrar o si primero conviene limpiar datos, rutinas y responsabilidades.
| Área evaluada | Señal de riesgo | Evidencia a revisar | Acción sugerida |
|---|---|---|---|
| Jerarquía de activos | Equipos duplicados o nombres ambiguos | Maestro de activos | Normalizar códigos y ubicaciones |
| Criticidad | Todos los equipos con la misma prioridad | Matriz o criterio actual | Definir criticidad por impacto |
| Preventivos | Frecuencias copiadas o sin revisión | Rutinas existentes | Validar contra historial y uso |
| Repuestos | Materiales no asociados a activos | Stock y compras | Vincular repuestos críticos |
| Cierre de OT | Comentarios genéricos | Historial de órdenes | Redefinir campos de cierre |
| Backlog | Preventivos vencidos recurrentes | Tablero o planilla | Revisar capacidad y programación |
| Técnicos | Baja carga en campo | Uso real del sistema | Ajustar formularios y capacitación |
| Contratistas | Evidencia dispersa | Informes externos | Unificar registro por OT |
| Indicadores | Reportes manuales | Tableros actuales | Definir KPI desde datos operativos |
Convertí tu plan preventivo en órdenes de trabajo ejecutables
Revisá activos, frecuencias, repuestos y cierres técnicos antes de automatizar el cronograma en un CMMS.


